




















Thinaer Blog
Smarter production decisions and AI initiatives

Executive Operations Reporting Fails Without a Capture Layer
A board meeting. A slide shows "94% operational efficiency" rolled up across the network. Someone asks how the number is calculated. Nobody in the room can answer with confidence. That's not a dashboard problem. It's what operational reporting quietly becomes once it...

AI Troubleshooting in Manufacturing Only Works When the Capture Layer Does
A line goes slow, a batch fails QC, output drops for no obvious reason — and someone points an AI tool at the operations data and asks it why. Increasingly, that's the first move: teams are adopting or piloting AI troubleshooting tools precisely because manual...

Beyond the MES Trap: How Physical AI Capture Closes Manufacturing’s Visibility Gaps
Most manufacturers reach the same conclusion once an MES (Manufacturing Execution System) is up and running: "we have visibility now." The system tracks work orders. It logs quality checks. It shows the schedule on a screen. The visibility problem feels solved. It...

Manufacturing Visibility Starts on the Shop Floor: The Capture Layer Behind Physical AI
A plant manager pulls up the shift dashboard. According to the screen, six CNC machines are running, the calibration cart is parked in bay 3, and work-in-progress on line 2 is on pace. None of that matches what's actually happening on the floor right now — two of...

Industrial IoT Sensors: A Guide to Types and Technologies
Search "industrial IoT sensors" and you'll find plenty of lists: temperature sensors, vibration sensors, pressure sensors, proximity sensors. Useful, but incomplete. Knowing what a sensor measures doesn't tell you whether that data will actually make it off the floor...

How Unstructured Data Becomes AI-Ready Data
Most operations teams don't have a shortage of data — they have a shortage of usable data. Sensors are logging vibration, location, and temperature every second, cameras are capturing footage nobody reviews, and machines are throwing off status codes nobody's parsing....

AI Can’t Fix What It Can’t See
Most AI in operations stalls for the same reason. The model is fine. The strategy is reasonable. Even the pilot even works in the demo. Then it meets the actual factory floor, hospital wing, or shipyard — and it can't see anything that matters. It reasons from a...

Sonar Web 6.1.0: Capture More, See It Faster, Move It Anywhere
Every release of Sonar comes down to the same question. Can an operations team see more of what is happening on their floor, and act on it sooner? Sonar Web 6.1.0 answers yes on three fronts. It captures new kinds of signal from the physical world, makes that signal...
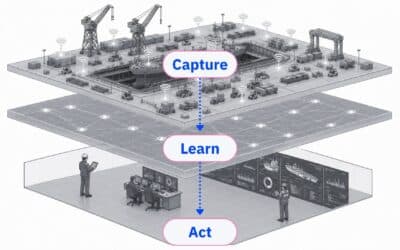
Capture, Learn, Act: The Physical AI Framework Explained
Every wave of enterprise technology has had a foundational architecture. For cloud, it was virtualization. For analytics, it was the data warehouse. For the current wave of AI in physical operations, the architecture has a name: Capture, Learn, Act. This is the...

IT/OT Convergence: How the Capture Layer Actually Works
Everyone says IT/OT convergence is the goal. Fewer people explain what it requires to get there — and almost no one talks about why so many attempts stall before they produce anything useful. The answer, in most cases, comes down to data. Specifically, to whether the...

What Is Physical AI? A Plain-English Definition for Operations and Technology Leaders
You've probably started hearing the term "Physical AI" show up in conversations about manufacturing, defense, and industrial operations. NVIDIA uses it. Technology analysts use it. And now it's appearing in vendor materials everywhere. The problem: most of those uses...

From Months to Minutes: How Connected Everywhere Is Rewriting the Rules for Defense Manufacturing
Defense and aerospace manufacturing operates in a world with zero margin for error. Every misplaced tool, every minute of unplanned downtime, and every compliance gap can cascade into delays measured in weeks or months — with real consequences for mission readiness...

Before You Connect Any AI to Ops — Get the Data Layer Right First
The temptation is understandable. ChatGPT and other LLMs are producing remarkable results in customer service, content generation, and code development. So why not point one at your manufacturing operations and let it optimize everything? Because it will hallucinate....

Operational Data in Classified Environments — The Foundation AI Needs to Work
The conversation usually ends the same way: "We'd love to use AI in our operations, but we're a classified environment. It's just not possible." It is possible. However, it requires a fundamentally different architecture than commercial AI deployments, but the...

Defense AI Starts With Data: Building a Secure Telemetry Pipeline for Physical AI
Defense and aerospace leaders keep running into the same wall. The pitch decks promise AI-powered maintenance scheduling, real-time logistics intelligence, and smarter production decisions. The data those models need does not exist yet, not because operations are...
Find Your Blind Spots
Free 30-Minute Blind Spot Workshop
Thinaer gives you a roadmap to connectivity and helps you identify your blind spots, walk you through how to look over your factory floor, identify what areas and equipment are collecting data manually, what’s still analog, and what is connected.